Let me tell you about a box. Not a metaphorical one, but a real example of how the packaging supply chain works in practice. A corrugated shipper that landed on a warehouse dock in Memphis at 4:47 a.m. on a Tuesday in October. Inside that box were 2,400 glass dropper bottles, each individually sleeved in tissue, packed into foam-lined trays, and sealed inside a custom mailer that itself arrived from a different country than the bottles. That box traveled through four countries, three freight forwarders, two customs checkpoints, and one near-catastrophe involving a port strike before reaching its destination on time. The business owner had no idea any of that happened. She just knew her packaging showed up.
That invisibility is the packaging supply chain doing its job perfectly. But the second something goes wrong, suddenly everyone wants to understand every link in that chain. This guide is your education before the crisis. I have spent years working at the intersection of product development and sourcing, watching brands get blindsided by lead times they didn’t understand, minimum order quantities they couldn’t absorb, and quality failures that happened three steps upstream from where they were looking.
Here is what actually happens between the moment a designer signs off on a packaging spec and the moment that box lands on your customer’s doorstep. It’s more complicated than most people realize, and knowing the mechanics gives you real leverage.
Where Does Packaging Actually Come From? The Upstream Reality
Most brand owners think of packaging sourcing as picking a supplier and placing an order. The reality is that your packaging supplier is often a converter, not a manufacturer. They take raw materials produced elsewhere and transform them into your specific format. Understanding who sits behind your supplier changes everything about how you manage risk.
Take paperboard cartons as an example. The paperboard itself is likely produced at a large integrated mill, often in Finland, Sweden, Brazil, or China. The mill ships rolls or sheets of board to a converter, who prints, cuts, and glues it into your carton. That converter might source their inks from a specialty chemical company in Germany. Their plates and dies come from yet another vendor. You placed one order, but you’ve actually touched five supply chains.
This complex supply chain is part of a larger global manufacturing system explained in
[See — What Really Determines Where Packaging Gets Manufactured Around the World]
Glass is even more layered. Glass container manufacturing requires silica sand, soda ash, limestone, and recycled cullet. The furnaces that melt these materials run continuously and are enormously expensive to operate. This is why glass suppliers often have minimum order quantities that seem shocking to small brands. They are not being arbitrary. They are managing furnace campaigns and production runs that get planned months in advance.
Flexible packaging, including complex structures used in packaging for coffee, adds another dimension. A laminated pouch might involve a polyester film produced in one facility, an aluminum foil layer from another, and an adhesive laminating process done at a third location before the whole structure reaches the pouch converter who adds your print and forms your final bag. Contamination or failure at any layer propagates forward invisibly until your customer opens the pouch and finds delamination.
Raw Material to Component: The First Two Stages
Stage one is raw material extraction and processing. Sand becomes glass. Wood pulp becomes paper. Petroleum fractions become polyethylene film. These are capital-intensive, commodity-driven industries with their own cycles of pricing pressure and capacity constraints. When oil prices spike, your flexible packaging costs move within weeks. When a Brazilian drought affects eucalyptus pulp yields, paper prices follow months later.
Stage two is component manufacturing. This is where raw materials get converted into packaging substrates: glass blanks, paper board, aluminum sheet, resin pellets, ink pigments. These components then move to the next tier.

How the Packaging Supply Chain Processes Your Order Through Converters and Suppliers
Your packaging supplier receives your order and immediately has to make a series of decisions you never see. Do they have the substrate in stock, or do they need to order it? Is their press available in the production window, or do they need to schedule around other clients? Does your artwork require special inks that need to be ordered? Are your tolerances achievable with their current equipment?
I watched a brand lose a product launch because they didn’t understand one simple thing: their supplier’s flexographic press was already booked for six weeks when they placed the order. The brand assumed that a three-week lead time meant production would start immediately. The supplier’s sales rep, who should have disclosed the queue, didn’t. The order confirmation showed a delivery date that was technically achievable only if production started on the date it was placed. It didn’t, and no one said anything until two weeks before the expected ship date.
This is not a rare failure. It’s a predictable one. Understanding your supplier’s production calendar, not just their stated lead times, is one of the most practical risk management steps a brand can take.
Prepress, Plates, and Setup Costs
Before any packaging, including detailed custom retail packaging, gets produced, prepress work has to happen. Your artwork gets prepared for the specific printing process being used. Plates or screens get made. Color matching gets approved. For first-time production runs, this setup process adds time and real cost. Plates for a mid-size offset run can cost between $800 and $2,500 depending on the number of colors and the format. For flexographic printing common in flexible packaging and labels, plate costs often run $1,500 to $5,000 for a full set.
That setup cost is fixed regardless of your order quantity. It’s a key reason why per-unit costs drop so dramatically as quantity increases and why small-batch production is economically painful. A brand ordering 5,000 units is amortizing $3,000 in setup across a much smaller run than one ordering 50,000.
To understand this dynamic better, especially how production infrastructure and setup costs influence manufacturing locations,
Quality Control Checkpoints Along the Supply Chain
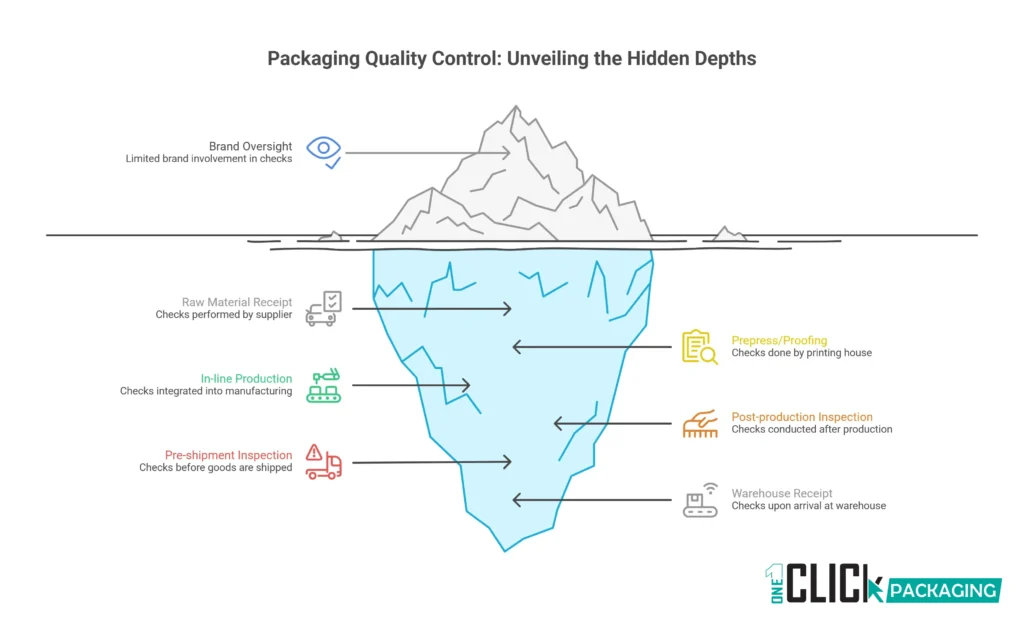
Quality control in packaging supply chains works in layers, and most brands only interact with the final layer. Here is what a robust quality process actually looks like across the chain, versus what most small businesses actually have in place.
| Stage | What Gets Checked | Who Does It | What Brands Typically Do |
| Raw material receipt | Substrate specs, moisture content, thickness | Supplier’s QC team | Nothing – rely on supplier |
| Prepress/proofing | Color accuracy, registration, artwork fidelity | Supplier + brand approval | Review digital or physical proof |
| In-line production | Print quality, dimensions, sealing strength | Press operators + QC staff | Nothing – off-site |
| Post-production inspection | Finished unit specs, case counts, defect rates | Supplier’s QC | May request inspection report |
| Pre-shipment inspection | Random sample testing against agreed specs | Third-party inspector (if hired) | Often skipped to save cost |
| Receipt at warehouse | Visible damage, case count, spot check | Brand or 3PL staff | Case count only, typically |
The gap between the second and fifth columns tells you everything about where quality risk accumulates. Most brands are essentially trusting supplier self-reporting at every stage except the final receipt check. That trust is usually fine for products like custom 3.5 gram bags, until it isn’t.
Pre-shipment inspections conducted by a third party are the most cost-effective quality intervention available to brands sourcing from overseas. Companies like QIMA, Bureau Veritas, and SGS offer standardized inspections that typically cost $250 to $400 per inspection day. For an order worth $15,000 in packaging, spending $350 to verify the goods before they ship is simple math.
What Happens When Quality Fails Mid-Production
Here is a scenario I’ve seen play out three different times with three different clients. Production of specialized formats like personalized coffee bag is 60% complete when the supplier discovers a problem. Maybe the print color shifted. Maybe a seal integrity issue was found. Maybe the substrate itself had a defect. At that point, the supplier faces a choice: disclose and potentially lose the order, or continue and hope the brand doesn’t notice.
The single most important thing you can do to prevent the second outcome is establish a written nonconformance procedure before your first order. It should specify exactly what the supplier must do when a defect is discovered, including the timeline for notifying you and who has decision authority for disposition. Suppliers who have never been asked to agree to this will sometimes push back. That reaction is itself informative.
International Freight: How Your Packaging Actually Moves
Your packaging leaves the factory, and for most small brands sourcing from Asia, it enters one of two freight modes: LCL (less than container load) or FCL (full container load). The choice between them drives cost, transit time, and risk in ways that aren’t obvious at first.
LCL means your packaging shares container space with other importers’ goods. A freight consolidator groups shipments together into a single container. This allows smaller orders to access ocean freight economics, but it adds consolidation and deconsolidation time at both ends. It also means your goods, including delicate formats like mylar bags with ziplock, are handled more times, which increases damage risk.
FCL means you fill an entire container yourself, typically a 20-foot or 40-foot standard. A 40-foot high-cube container holds approximately 67 to 72 cubic meters of goods. For a brand ordering large volumes of lightweight packaging like corrugate, you can fill a 40-footer before you hit weight limits. For glass or dense items, you’ll hit weight before cube.
The Actual Timeline from Factory to Warehouse
Here is what a realistic timeline looks like for ocean freight from a Chinese packaging factory to a US warehouse in early 2026. I’m using real current conditions, not idealized estimates.
| Stage | Typical Duration | Key Variables |
| Order confirmation to production start | 2 to 10 days | Queue depth at supplier |
| Production run | 7 to 25 days | Order size, complexity, substrate availability |
| Post-production QC and packing | 3 to 7 days | Inspection requirements |
| Inland transport to port in China | 1 to 5 days | Factory location, port congestion |
| Port cutoff to vessel departure | 3 to 7 days | Booking lead time, vessel schedule |
| Ocean transit (China to US West Coast) | 14 to 18 days | Routing, carrier, congestion |
| Port processing and customs clearance | 3 to 10 days | CBP hold risk, broker efficiency |
| Drayage to warehouse or distribution center | 1 to 5 days | Port to warehouse distance |
| TOTAL end-to-end | 34 to 87 days | Conditions at each stage |
That 87-day worst case is not hypothetical. Brands that plan for 45 days and get 87 days face stockouts. The practical lesson is to build your reorder points around the 75th percentile scenario, not the median. If you reorder when you have 60 days of inventory left, and the shipment takes 75 days, you’ve learned an expensive lesson.
A practical sourcing framework helps you plan around these freight realities instead of reacting to them. [See — Complete Guide to Packaging Sourcing for Small Businesses: How to Choose Suppliers, Control Costs, and Manage Domestic vs Overseas Production Risks ]
The Last Mile of Packaging: From Port to Production Line
Most brands think about packaging logistics as ending when the shipment arrives at their warehouse. In practice, there’s a meaningful operational layer between receiving packaging and actually using it that creates its own failure modes.
Receiving and inspection at the warehouse is the first step. This is where case counts get verified, visible damage gets documented, and spot quality checks can happen. Most 3PLs provide basic receiving services but will not open cases for detailed inspection unless you’ve specifically contracted and paid for that service. If your agreement with your 3PL says they’ll accept and store incoming packaging without item-level verification, that’s exactly what they’ll do.
Kitting and staging happens when packaging components, including custom apparel packages for retail distribution, that arrive separately need to be brought together before they’re used. If you have a custom box, a tissue wrap, a printed insert card, and a branded seal sticker all arriving from different suppliers, someone needs to physically assemble those components into a kit before they reach a packing station. That coordination can add meaningful time and cost, and it requires synchronization across multiple supplier deliveries.
When Packaging Doesn’t Fit the Line
This is a failure mode I find consistently underappreciated by brands designing packaging at a design agency far removed from the production reality. Packaging that looks beautiful in a rendering can fail in practice because it doesn’t feed correctly through automated filling equipment, because closure application tolerances don’t match the capper, or because case dimensions don’t work with existing conveyor and packing line configurations.
Line trials for new packaging, especially formats like cufflink box designs requiring precision inserts, should be mandatory before a full production run. You need to run packaging through real conditions with real line speed and verify that your reject rate stays within acceptable bounds. A reject rate of even 2% on a run of 50,000 units means 1,000 units wasted. At $0.80 per unit for a mid-market cosmetic secondary package, that’s $800 in direct material waste plus the cost of labor and line downtime to address it.
Managing the Human Element in Packaging Supply Chain
Supply chain diagrams make logistics look like a system. It isn’t. It’s a network of people making judgment calls under time pressure with incomplete information. Understanding that changes how you build relationships and how you manage exceptions.
Your relationship with your supplier’s production planner matters more than your relationship with the sales rep. The sales rep sells. The planner decides whether your order gets scheduled ahead of someone else’s when capacity is tight, whether a rush gets absorbed without a surcharge, and whether a quality flag gets disclosed immediately or after it’s been quietly resolved. You should know who the planner is. You should be able to reach them directly. And you should have demonstrated, over time, that you are a rational, reasonable customer who doesn’t panic at every minor issue.
I’ve watched brands with marginal volumes get priority production scheduling because they had invested in the relationship and were genuinely easy to work with. I’ve watched brands with much larger orders get deprioritized because they were routinely high-maintenance, abusive during problems, or constantly demanding exceptions that the supplier couldn’t always honor. Supply chain management is, at its foundation, what separates an average vendor from a true custom packaging company built on stakeholder management.
Building Supplier Redundancy Without Burning Relationships
Every supplier development advisor will tell you to dual-source everything. Every procurement textbook says single-supplier dependency is a critical risk. Both are right in principle and both miss the practical reality for small brands: qualified packaging suppliers don’t want to be your backup option. They want your volume, and they want your commitment.
The practical approach is to be transparent about your diversification strategy. Tell your primary supplier that you intend to qualify a second source as a business continuity measure, not as a price leverage tactic. Most professional suppliers understand this and will work with you through the transition. The ones who respond with threats or punitive pricing changes are revealing something important about how they’ll behave during the next crisis.
What You Should Do With This Information
The packaging supply chain is not a black box, especially when working with an experienced packaging box supplier. It’s a series of connected decisions, relationships, and processes, each with its own failure modes and leverage points. The brands that manage it well don’t necessarily have bigger budgets or more sophisticated technology. They have clearer specifications, earlier planning horizons, more transparent supplier relationships, and a better understanding of where value and risk actually sit in the chain.
Start by mapping your own supply chain as far upstream as you can get. Know who makes your substrate, not just who converts it. Know your supplier’s production schedule, not just their stated lead time. Invest in one pre-shipment inspection on your next large order even if you’ve never had a quality problem, just to calibrate what you don’t know. And build your reorder points around the scenario where things take twice as long as expected, because eventually they will.
The packaging that reaches your customer’s hands has traveled a longer road than most people imagine. Understanding that road gives you the ability to shorten it, de-risk it, and eventually design a supply chain that becomes a competitive advantage rather than an operational liability.
What aspect of your packaging supply chain feels most opaque to you right now? That’s usually where the most valuable learning is waiting.
Frequently Asked Questions
What is the single biggest mistake brands make with packaging lead times?
They confuse production lead time with total lead time. A supplier’s stated four-week lead time often means four weeks in production, not four weeks from order placement to delivery at your door. Factor in pre-production queue time, QC, freight booking, ocean transit, customs, and drayage, and you’re looking at a number that’s two to four times longer for offshore suppliers.
How do I know if my packaging supplier is financially stable?
Ask for trade references from other brands they supply, and actually call them. Request to visit the facility in person or via video call. Look at how long they’ve been in business and whether their equipment is maintained and modern. A supplier operating aging, poorly maintained equipment is burning deferred maintenance costs that often become your quality problem eventually.
Should small brands use a sourcing agent or go direct to suppliers?
For first-time overseas sourcing, a knowledgeable agent with category-specific expertise is almost always worth the commission, typically 5 to 10 percent of goods value. They know the factories, speak the language, and can manage QC issues in real time. As you develop the supplier relationship and process knowledge, you can consider transitioning to direct sourcing over time.
What does a freight forwarder actually do, and do I need one?
A freight forwarder manages the logistics of international shipping on your behalf: booking cargo space, preparing shipping documents, coordinating customs clearance through a licensed customs broker, arranging drayage, and tracking your shipment through the process. Yes, you need one. Trying to manage international freight without a forwarder as a small business is a reliable way to create expensive problems.
How does packaging sourcing change as a brand scales?
At very small volumes, you’re often buying through distributors and paying high per-unit costs for flexibility. As you approach 10,000 to 25,000 units per SKU per year, direct supplier relationships become economically viable. At higher volumes, you gain negotiating power for pricing, priority scheduling, and customization. The packaging supply chain that worked at $500,000 in revenue usually needs restructuring by $5 million.
What’s a realistic rejection rate to expect on overseas packaging orders?
For well-established supplier relationships with clear specifications and consistent products, 0.5 to 1.5 percent defect rates are typical. For new suppliers, new products, or complex packaging formats, 3 to 5 percent is not unusual on the first few production runs. These rates should decrease as the supplier learns your specifications and you learn their process. If defect rates are not trending down after three to four runs, the relationship has a structural problem that won’t self-correct.