It was a Tuesday in October when a startup founder named Reza emailed me in a mild panic. He had designed a custom kraft box for his artisan tea brand, spent weeks refining the dimensions, paid a designer to finalize the die-line, and was ready to order. Then the quote came back: minimum 5,000 units, $2,800 total. He needed 300 boxes.
His response was the same question I have heard from dozens of brand owners since: “Why can’t they just print what I need? It’s 2025. Don’t they have digital presses now?”
The answer reveals something most buyers never see: the brutal economics of physical production across the custom packaging industry. Packaging manufacturing is nothing like ordering something from a print-on-demand website. Every job that runs through a real production facility carries costs that exist before a single box is cut, folded, or printed. Minimum order quantities, or MOQs, exist because of that reality. They are not sales tactics. They are survival math.
This article breaks down exactly why MOQs are non-negotiable in real production environments, what drives them, where they come from, and how smart buyers work within them rather than fighting against them.
What Is Actually Happening Before Your Order Even Starts?
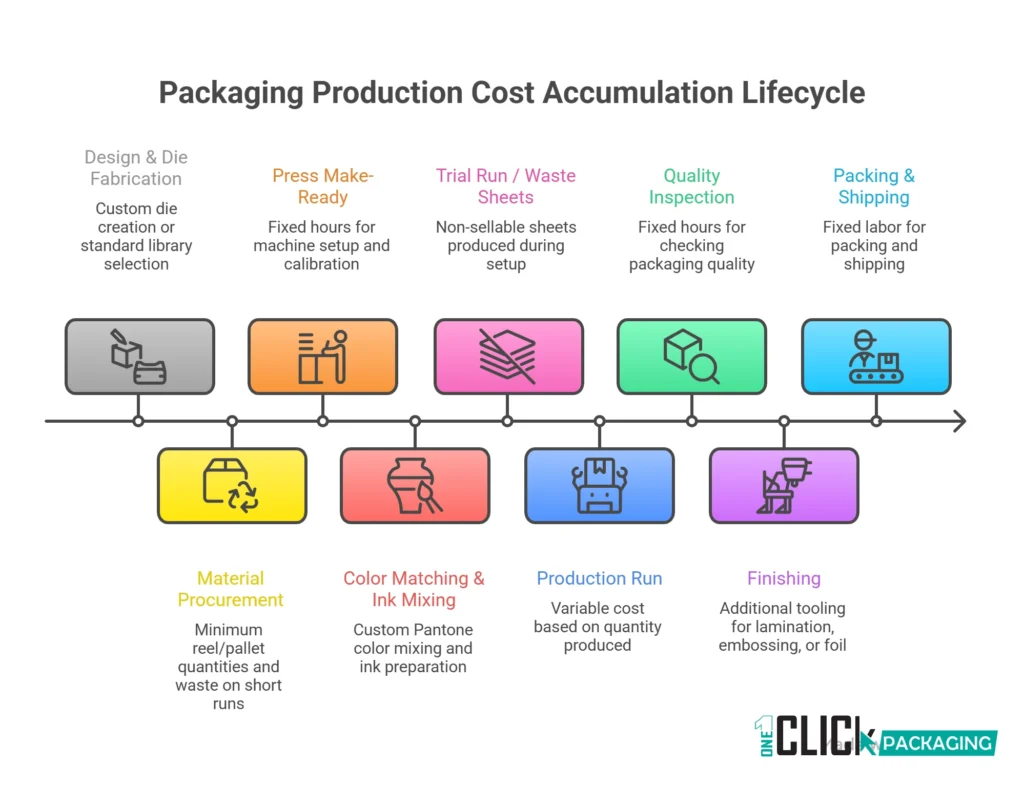
Most buyers think of packaging production as a machine that turns on, runs their job, and turns off. The reality is far more labor-intensive and cost-heavy in the preparation phase than in the actual run.
Before one sheet of corrugated board or one sheet of folding carton stock used in apparel packaging boxes moves through a press, the facility must do the following: set up printing plates or dies, mix or load inks to match Pantone specifications, calibrate the press for stock weight and humidity, mount cutting and creasing dies, and run sample sheets until color and registration are within tolerance. This entire process is called make-ready.
Make-ready time on a mid-size offset litho press runs between two and four hours per job. At a fully burdened labor and machine rate of $180 to $250 per hour, that is $360 to $1,000 in setup cost that exists before the press prints a single sellable unit. That cost does not scale with quantity. It is fixed.
The machine does not care whether you run 500 boxes or 50,000. The setup costs the same either way.
To understand the full cost architecture behind packaging pricing, this resource is essential reading: [See — Packaging MOQ Explained: Complete Guide to Minimum Order Quantities, Cost Structure, and Production Scaling Decisions]
How Setup Costs Force MOQ Requirements in Packaging Manufacturing
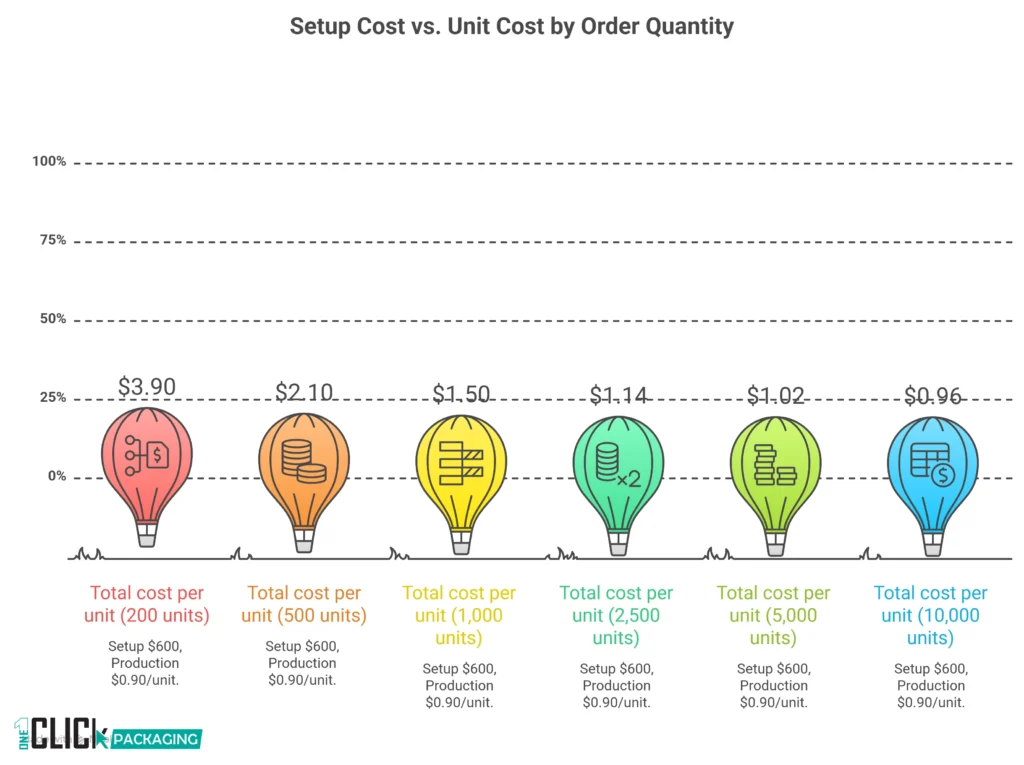
Here is the math that most suppliers will not spell out for you, but which drives every MOQ conversation you will ever have.
Imagine a corrugated shipper box such as corrugated shipping boxes that costs $0.90 per unit to produce at full run speed. The setup for that job costs $600. If you order 500 units, the setup cost per unit is $1.20. Combined with the production cost of $0.90, each box costs $2.10. At 5,000 units, the setup cost per unit drops to $0.12, bringing the total unit cost to $1.02. At 10,000 units, setup cost per unit is $0.06, and the total is $0.96.
The manufacturer cannot profitably offer you 500 units at a price that feels reasonable. They would need to charge $2.10 per unit or more, which makes your landed cost nearly 2.2 times higher than the buyer ordering ten times the volume. Customers balk at that price. Factories balk at absorbing the difference. MOQs are the boundary that resolves this tension.
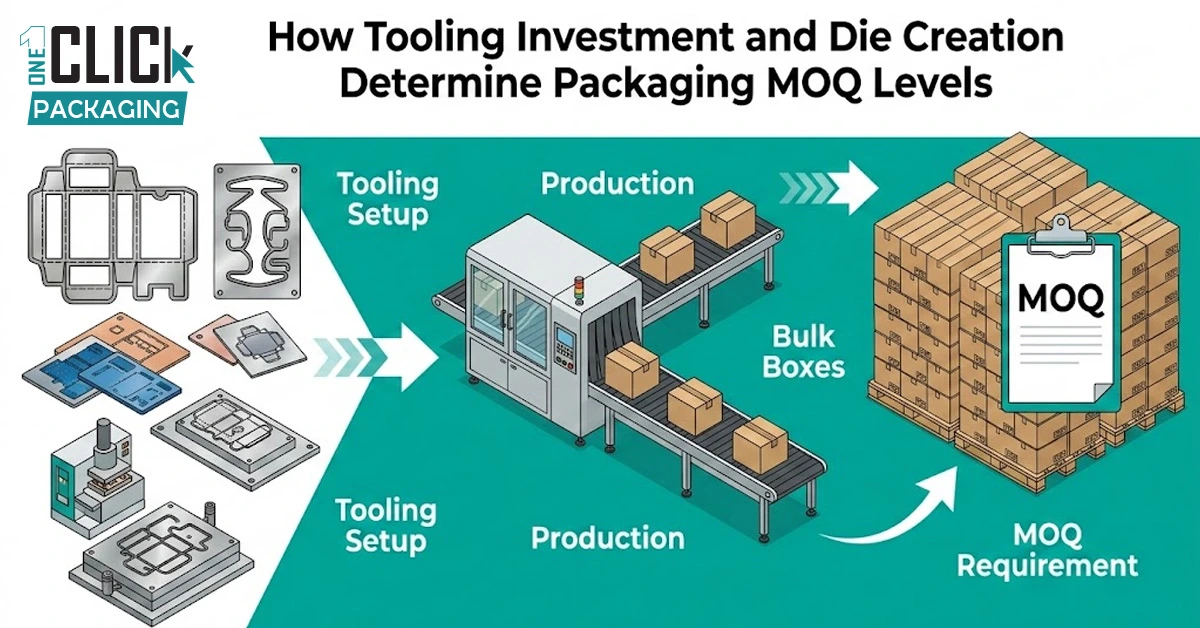
The Role of Custom Tooling and Die Fabrication
Custom structural packaging adds another layer of fixed cost that most buyers underestimate: tooling.
A die for a custom folding carton, which punches and scores each blank to shape, costs between $400 and $1,200 depending on complexity. A rotary die for flexible packaging or labels runs $800 to $2,500. A steel rule die for corrugated boxes such as kraft mailer boxes is typically $600 to $1,800.These are one-time costs tied to your specific structure, and they are fully paid regardless of order size.
Factories typically amortize tooling cost across the first order. If you order 500 units and your die cost $900, that is $1.80 per unit in tooling cost alone, before any print, board, or labor is added. At 5,000 units, that tooling cost per unit is $0.18. The MOQ, in this context, is the quantity below which the tooling cost makes the job economically irrational for both sides.
When Tooling Is Reused
Here is where things get more buyer-friendly. If you reorder the same structure, the die is already made. Your setup time still applies, but tooling cost drops out of the equation. This is one of the strongest arguments for choosing packaging structures that already exist in a supplier’s standard die library. Standard boxes carry no tooling cost, which means lower effective MOQs.
When I worked with a mid-sized cosmetics client in early 2023, we switched their custom-sized rigid box to a supplier’s standard size that was just 4mm larger in one dimension. That change reduced their MOQ from 2,000 units to 500, purely because it eliminated die fabrication from the cost structure.
Material Minimums Are a Separate Constraint
Even if you could justify the setup cost on a tiny run, raw materials impose their own minimum.
Corrugated board, folding carton stock, rigid board, and flexible laminate substrates all come from mills and converters in fixed minimums. A reel of flexible film used for resealable stand up pouches runs between 300 and 1,000 linear meters minimum. A pallet of SBS folding carton board typically covers 2,000 to 4,000 square meters. These are the units in which substrate arrives at the facility.
Specialty substrates make this worse. Soft-touch laminate, pearlescent board, holographic film, or recycled kraft with a specific fiber content may only be available in full pallet or full reel quantities. If your job uses 10% of a pallet, the other 90% either sits in inventory until another suitable job arrives or is charged to your order as waste. Neither outcome is free.
Ink and Coating Minimums
Custom Pantone inks are mixed per job for products like custom cosmetics boxes. A full color match requires a minimum volume because the mixing process itself has floor quantities. A custom Pantone mix for a small offset press typically produces 2 to 3 kilograms of ink minimum, which covers far more surface area than a short run job requires. The unused ink is either scrapped, stored at cost, or partially charged to the buyer. Specialty coatings like soft-touch UV, gloss spot varnish, or matte flood have similar minimums.
Press Economics: Why Machines Run Better at Volume
Printing and converting equipment is designed for continuous production runs across industries such as food packaging boxes. A sheet-fed offset press running at 8,000 sheets per hour reaches optimal performance after the first 300 to 500 sheets, once temperature, ink viscosity, and registration have stabilized. Those early sheets are often unsellable or borderline acceptable.
Short runs mean a higher proportion of waste relative to sellable output. On a 500-sheet job, 80 waste sheets represent 16% of the total run. On a 5,000-sheet job, 80 waste sheets are 1.6% of total run. The machine wastage per job is roughly constant. This makes short-run unit cost disproportionately high.
Flexographic printing, which dominates corrugated and flexible packaging, has even sharper setup curves. Getting a flexo press to consistent color across all print stations can take 45 to 90 minutes on a cold start. Rotogravure printing, used for high-volume flexible packaging, involves cylinder preparation that runs into thousands of dollars per color. These are not technologies that reward short runs under any scenario.
A press that takes 60 minutes to set up and runs a 20-minute job is 75% idle on your dime. That math explains everything about MOQs.
Scheduling and Production Flow Constraints
Factory floors are sequenced, not spontaneous. Production planning at most mid-to-large packaging facilities works on 2-to-4-week scheduling windows. Every job that enters the queue displaces capacity, requires material staging, and locks a press configuration.
A very small run that disrupts a larger gang run or forces a press to change over between two incompatible substrates creates a ripple effect on the schedule. Factories protect their throughput by setting MOQs that ensure each job justifies its slot in the production queue. Accepting a 200-unit job that takes the same setup as a 5,000-unit job means the facility is running at a significant capacity loss.
This is less visible to buyers but deeply felt by production managers. I spoke to a plant manager at a corrugated facility in late 2024 who described small-run jobs below their MOQ threshold as “schedule poison” because they require the same planning overhead as large jobs while contributing a fraction of the revenue.
Quality Control and Inspection Minimums
Every production run requires quality inspection at multiple points: first article sign-off, mid-run checks, and final batch inspection. The labor for these inspections does not scale linearly with volume. Inspecting a 300-unit run requires nearly the same quality control infrastructure as a 3,000-unit run.
Structural testing, which includes burst strength testing, edge crush testing for corrugated, and drop testing for transit packaging, typically requires a minimum sample quantity to achieve statistical validity. If your run is too small to yield enough samples for proper destructive testing, the supplier either cannot certify the quality of your shipment or must test a disproportionately large fraction of your total order.
This is particularly relevant for regulated packaging applications such as food contact materials, medical device secondary packaging, pharmaceutical boxes, and hazardous goods containers, where documentation and testing are non-negotiable. The minimum viable run for compliant quality documentation often sets a floor that matches or exceeds a supplier’s stated MOQ.
Digital Printing Has Changed the Low-Volume Conversation, But Not Eliminated It
It would be dishonest to ignore that digital printing technology has compressed MOQs significantly over the past decade, particularly for folding cartons, labels, and some flexible applications. HP Indigo, Xeikon, and similar digital presses eliminate plate costs and reduce make-ready time substantially.
However, digital packaging printing has its own constraints. Substrate compatibility is more limited than offset or flexo. Color gamut, while impressive on modern machines, does not always match the Pantone accuracy achievable on calibrated offset presses. Structural elements like embossing, debossing, foil stamping, and magnetic closures still require conventional tooling regardless of how the print is applied.
More practically, digital press capacity at most contract manufacturers is limited. The economics of running a digital press favor jobs in the 250-to-2,500 unit range. Below 100 units, even digital production often carries minimum charges that make per-unit costs steep. Above 2,500 units, offset lithography typically beats digital on cost per unit.
The honest picture is that digital printing is genuinely useful for prototyping, limited edition runs, versioning, and market tests. It is not a replacement for the volume economics of conventional production for brands that have found product-market fit.
For a full explanation of what MOQ actually means across different production technologies, this breakdown covers every scenario: [See — What Minimum Order Quantity (MOQ) Actually Means in Packaging Manufacturing Operations]
MOQ Reference: Common Packaging Types and Typical Minimums
The table below reflects typical industry MOQ ranges as of early 2025. These vary by supplier, substrate, and print complexity.
| Packaging Type | Typical MOQ | Key Cost Driver | Digital Option Available? |
| Folding Cartons (offset) | 1,000 – 5,000 units | Plate making + die cost | Yes (250–2,500 units) |
| Corrugated Shippers | 500 – 2,000 units | Die + press setup | Limited |
| Rigid Boxes | 500 – 2,000 units | Manual assembly labor | No |
| Flexible Pouches | 5,000 – 25,000 units | Cylinder/plate + film reel min. | Partial (HP Indigo) |
| Labels (pressure sensitive) | 1,000 – 5,000 linear feet | Die + plate setup | Yes (500 ft+) |
| Mailer Boxes (custom print) | 300 – 1,000 units | Die cut + print setup | Yes |
| Bags (paper/poly) | 1,000 – 10,000 units | Plate + film extrusion min. | Limited |
How Smart Buyers Work Within MOQ Requirements
Reza, the founder from the opening, eventually found a workable path. He did not find a supplier who ignored MOQs. He found one whose standard die library included a size close enough to his original spec that no custom tooling was needed, reducing his MOQ from 5,000 to 1,000 units. At 1,000 units, the unit cost was still higher than it would be at 5,000, but the total outlay was manageable.
There are several strategies experienced buyers use to work effectively within MOQ structures.
Use Standard Structural Sizes Where Possible
Dozens of corrugated and folding carton structures exist in standard die libraries across most major packaging suppliers. Using a standard size eliminates tooling cost entirely and typically halves the MOQ threshold. The size difference is usually invisible to the end consumer.
Commit to Forecast Volumes to Negotiate Lower Per-Unit Pricing
Many suppliers will accept a lower initial MOQ if you commit to a total annual volume above a threshold and agree to blanket order terms. You order 1,000 units now, with a commitment to take 9,000 more across the year. The supplier holds your tooling active, prioritizes your scheduling slot, and prices the initial run based on the total volume commitment.
Consider Ganging Your Run With Other SKUs
If you have two or three different SKU sizes that share the same substrate and ink specifications, running them on the same press sheet as a gang run can reduce effective setup cost per SKU. This requires a supplier with gang run capability and willingness to coordinate, but it is a legitimate cost reduction lever.
Treat Your First Order as an Investment in the Relationship
The tooling cost you pay on your first order is often a one-time sunk cost that disappears on reorders. Buyers who resist paying setup and tooling fees on their first order often end up purchasing more expensive digital alternatives repeatedly, paying more in total than if they had bitten the bullet on a first conventional run.
The Bottom Line on MOQs
Reza eventually launched with 1,000 boxes at a unit cost of $1.42. Within four months, he placed a second order for 3,000 units at $0.98 each, because he had found his footing and the tooling was already paid. His total cost over that period was about $4,360 for 4,000 units. Had he been able to access 300 units from the start at a “fair” unit cost, the math would have looked cheaper in month one and more expensive over the year.
MOQs are not arbitrary gatekeeping. They are the visible surface of a production cost structure that exists whether or not it is explained to you. Setup time, tooling fabrication, material minimums, press economics, scheduling, and quality control all converge to create a floor below which production is not economically viable for the manufacturer or meaningfully affordable for the buyer.
The most effective approach is not to resent MOQs but to understand what drives them when working with custom packaging suppliers. When you understand the cost anatomy of a packaging job, you can have much more productive conversations with suppliers, identify the structural choices that reduce your effective MOQ, and make smarter decisions about when to order how much.
That knowledge separates buyers who fight packaging economics from those who use them to their advantage.
Frequently Asked Questions About MOQs in Packaging Manufacturing
Why do packaging MOQs vary so much between suppliers?
MOQ differences between suppliers reflect differences in their press type, substrate relationships, labor model, and overhead structure. A smaller print shop with lower overhead and older equipment may offer lower MOQs at higher per-unit costs. A large contract manufacturer with high-speed presses and strict scheduling may have higher MOQs but dramatically lower per-unit pricing above threshold. Neither is wrong. They reflect different cost architectures.
Can I negotiate a lower MOQ?
Sometimes. The most effective negotiation lever is paying the full setup and tooling cost upfront rather than having it amortized across units. If you absorb the setup cost entirely, the supplier has no remaining reason to require a minimum run. Not all suppliers will negotiate this way, but many will reduce MOQs by 40 to 60 percent when setup costs are covered separately.
Why is the MOQ for rigid boxes often lower than for flexible pouches?
Rigid boxes, especially setup boxes like rigid gift boxes, are assembled by hand. Labor is the dominant cost driver, and labor scales linearly with quantity. This makes very small runs of rigid boxes economically feasible in a way that is structurally impossible for flexible pouches, which require film extrusion in large minimum reel quantities and cylinder or plate preparation per color.
Does ordering more always reduce unit cost proportionally?
Not proportionally, but significantly. Cost reduction as quantity increases follows a curve, not a straight line. The steepest savings happen between the MOQ and roughly 3 to 5 times the MOQ. Above that, additional volume still reduces cost but the incremental savings flatten. Most buyers find the optimal quantity is 2 to 3 times the stated MOQ.
What happens if I order below a supplier’s stated MOQ?
Most suppliers will decline the order outright. Some will accept it with a short-run surcharge, typically 25 to 60 percent above normal pricing, to cover the disproportionate setup cost. A few will redirect you to their digital print department or to a partner with lower MOQ thresholds. Expecting a supplier to simply ignore their MOQ is not realistic in conventional production environments.
Are MOQs the same across all packaging categories?
No. Rigid packaging, flexible packaging, corrugated, labels, and specialty packaging all have distinct MOQ structures driven by their individual production economics. Labels and digital cartons have the lowest effective MOQs. Flexible pouches and pharmaceutical blister packaging have the highest. Understanding the production method behind each format is essential to setting realistic expectations before supplier conversations begin.